

RELENTLESS QUALITY
Our Commitment
Produce flawless parts. Deliver on time. Every time. This commitment is why Rolar is considered rock solid and reliable across many industries.


Competitive Innovation
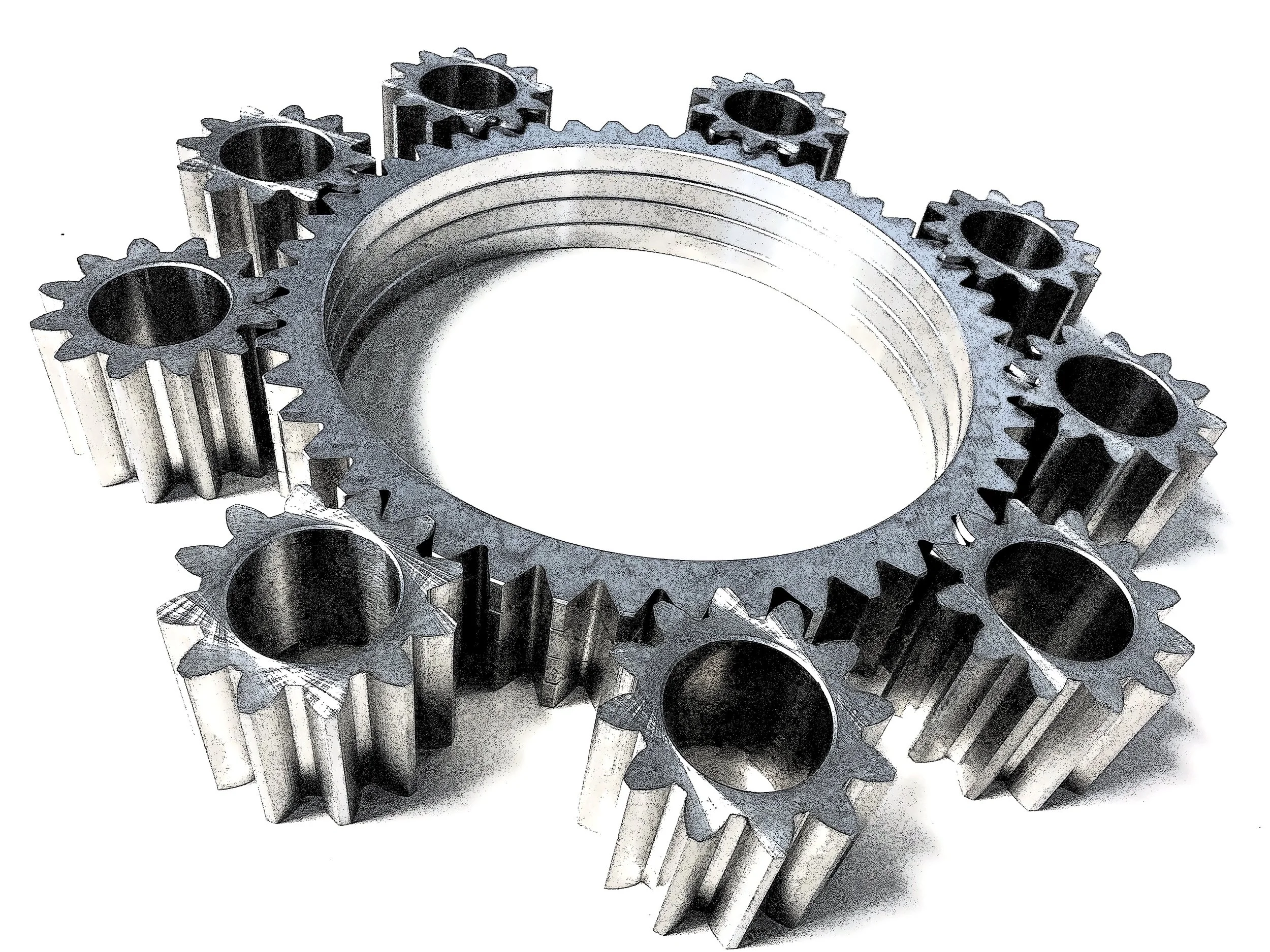
Our customer came to us with a difficult and potentially expensive part to produce. With the internal gear spline, multiple grind tolerances, and very tight size requirements, this product was a challenge.
Our expert team developed a process to cut the internal splines on a lathe. With attention to detail and process innovation, our customer achieved significant savings with no sacrifice in quality.
The results met project cost targets and provided our customer innovation at competitive rates.

Requirements Engineering
We reverse engineer, too. Our customer’s gear rack is a custom component in a larger gearbox. Rolar developed the proper process to produce a mating rack and pinon to meet stringent load requirements. The final assembly met all design parameters and is in production today.
Developing gears is a craft unique to Rolar. Very few companies have the knowledge and equipment to produce these critical parts. We thrive on challenge and welcome the opportunity to review your components.
Our gear engineer will assist you in developing your parts and the correct manufacturing process.
OUTSIDE THE BOX
Our customers know we love a challenge. One of our customers came to us with a project with specifications for 4140 steel and a secondary heat treat after turning. Under normal circumstances this may not be difficult; however, the thinness and flatness callout was .001” after heat treating without grinding.
We consulted experts and they said it couldn’t be done. But Rolar’s CNC expert knew that it could be. We developed and tested several hypotheses and determined the best, most economical process for our customer. Challenge met.
Thinking outside of the box guarantees we won’t stay in one.
Challenge? No problem.
Our development on a commercial gearbox project is one we are all proud of. Our customer brought us parts from an existing gearbox and wanted to make it better and at a lower cost. Our approach was to break it down to material and processes, looking at each together and separately.
We explored multiple materials and methods. Materials ranged from steel to aluminum to ductile iron. After over a year of cooperative development, the final product passed all assembly standards. Cost reduction was 45 percent lower than project estimates, resulting in nearly $200,000 in annual savings.
Our team possesses a very unique mix of skills, training, and experience. Challenging projects bring out the best in all of us.


OUR CLIENTS








